Maar hier kwam al een eerste probleem om het hoekje kijken, het freesje om deze schroefdraad te frezen bleek namelijk een opnameschacht te hebben van 6,25mm. Daar vind je dus geen verloopstuk voor, wat wil zeggen dat ik er eerst eentje diende te draaien. Met een goede metaaldraaibank is dit een fluitje van een cent, een half uurtje later had ik een exemplaar van 6,25 naar 8mm, klus geklaard, en de frees kon gemonteerd worden.
Volgend probleem, de support met de bovenfrees erop kon niet ver genoeg naar het midden van het werkstuk, dus de slede maar aanpassen. Nu kwam dit goed uit, met de eerste opstelling was ik toch al niet tevreden, te weinig verstelmogelijkheden. Dat is nu opgelost door onder de slede een dikke stalen lat aan te brengen met verschillende gaten erin voorzien van schroefdraad M10. Eindresultaat is nu een veelzijdige slede waarbij ik veel meer opspan mogelijkheden heb. Omdat ik nu toch aan het modificeren was ook maar ineens een leunspaan gemaakt die in het eveneens aangepaste support past.
Dit support heb ik voorzien van een groter steunvlak, dit geeft eens geplaatst een onwrikbaar geheel.
Weer een onderdeel erbij dus, maar ik heb nog plaats op het bord om ook dit onderdeel netjes op te bergen.
Na deze klussen kon er eindelijk draad gefreesd worden, dus begonnen met het frezen van de binnendraad in wat uiteindelijk een moer moet worden. Dit proces verliep verder op wieltjes, na een paar minuten was de binnendraad aangebracht. Op hetzelfde stuk ook maar eens getest met het frezen van buitendraad, ook dit is een schot in de roos, perfecte schroefdraad.
Volgende week gaan we verder met het vervaardigen van een passende buitendraad, wat dan uiteindelijk een werkende schroefverbinding zou moeten opleveren, ik ben benieuwd:-)
 |
| Een passend verloopstuk draaien. |
 |
| Klaar voor het frezen van binnenschroefdraad. |
 |
| Een paar minuten later, een perfecte schroefdraad. |
 |
| De gemodificeerd support en dito slede. |
 |
| Een nieuwe leunspaan. |
 |
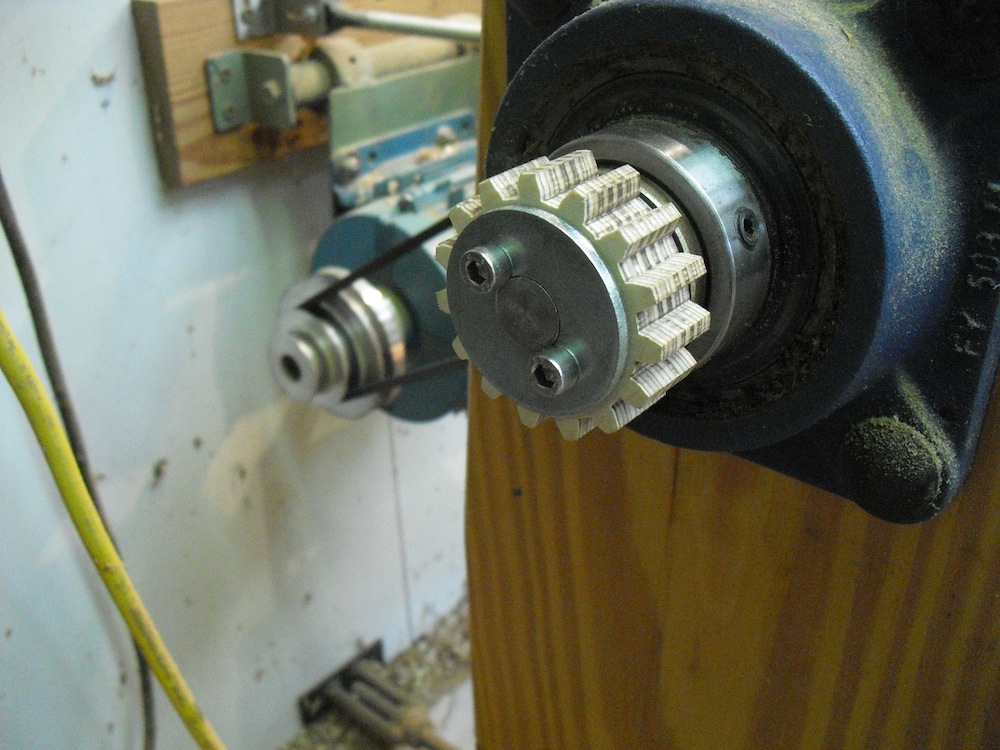
| Een gefreesde buitenschroefdraad. |